pastera
NES Member
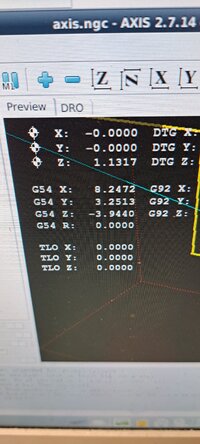
Front takedown pin hole.What are you using as your zero? I've never worked on an 80% lower. Are the holes already partly drilled? I made thousands of lowers, uppers, gas blocks etc at sig sauer when I worked there.
I'll screen cap the CAM setup when I get a chance.
Machine is a Seig X1 micromill that I added steppers controlled by an old computer running LinuxCNC.
With a 180w spindle motor it's not ripping much out of a vice
![[rofl]](/xen/styles/default/xenforo/smilies.vb/013.gif "ROFL [rofl]")











")