- Joined
- Apr 23, 2011
- Messages
- 1,291
- Likes
- 1,288
It seems these little machines are popular with hobbyist like us. This lathe is known around the world as a C2. It is sold under dozens of brands. They are inexpensive and don’t take up a lot of space. However if you find it to be a little undersized I found a solution to the problem. It’s a 16” bed extension from Little Machine Shop. It has a modest cost of $170. http://littlemachineshop.com/products/product_view.php?ProductID=5000&category=1070498684
This is not a direct bolt on but required the drilling and tapping of 9 holes. But it is pretty straight forward. Doing this upgrade increases the usability of this machine.
Here is a list of compatable lathes.
• Harbor Freight 33684 Central Machinery 7x10 Mini Lathe
• Harbor Freight 93212 Central Machinery 7x10 Mini Lathe
• Bolton CQ9318 7x12 Mini Lathe
• Cummins (Tools Now) 5278 7x12 Mini Lathe
• Grizzly G8688 7x12 Mini Metal Lathe
• Harbor Freight 93799 Central Machinery 7x12 Mini Lathe
• Homier 03911 Speedway 7x12 Mini Bench Metal Lathe
• Tormach 30689 7x12 Duality Lathe
• Warco 3005 7x12 Mini Lathe (Imperial)
• Warco 3004 7x12 Mini Lathe (Metric)
• Big Dog BD-0618Ax300 7x14 Mini Lathe
• Big Dog BD-0618x300 7x14 Mini Lathe
• LittleMachineShop.com C3 SIEG 7x14 Mini Lathe
• Micro-Mark 82710 MicroLux 7x14 Mini Lathe
• Warco 4800-350 7x14 Mini Lathe (Imperial)
• Warco 4820-350 7x14 Mini Lathe (Metric)

The barrel is an AKM 16". It easily fits through the factory chuck.

It goes in this far from the rear. The rear trunnion will not go through the rear of the spindle.

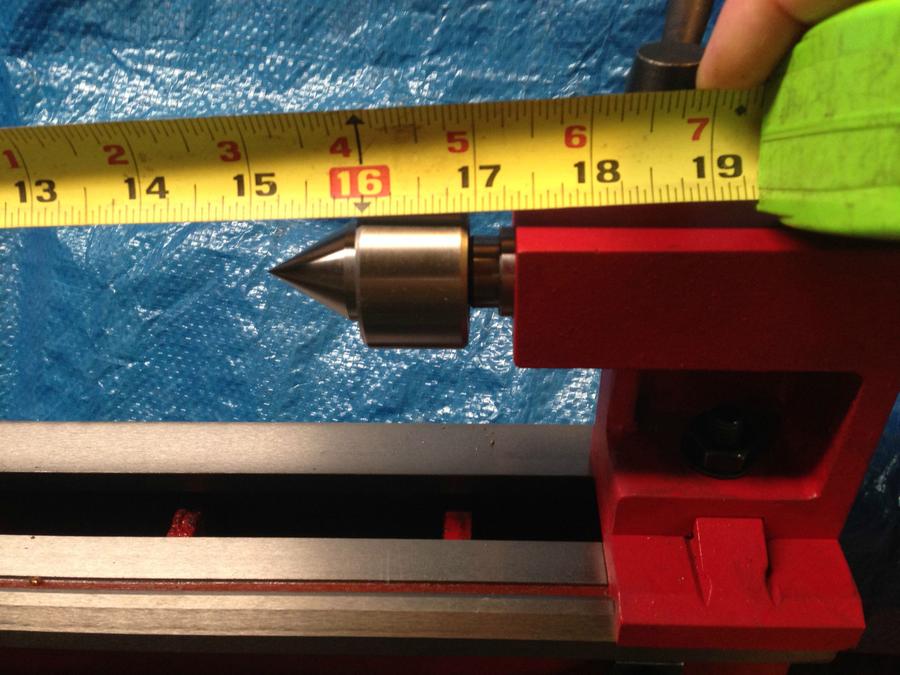
This is how much of a barrel will fit between the centers. It's a 16" AKM. As you can see pretty much anything you need to do.

This is measured from the face of the chuck. If you use a dead center you can gain real estate.
This is not a direct bolt on but required the drilling and tapping of 9 holes. But it is pretty straight forward. Doing this upgrade increases the usability of this machine.
Here is a list of compatable lathes.
• Harbor Freight 33684 Central Machinery 7x10 Mini Lathe
• Harbor Freight 93212 Central Machinery 7x10 Mini Lathe
• Bolton CQ9318 7x12 Mini Lathe
• Cummins (Tools Now) 5278 7x12 Mini Lathe
• Grizzly G8688 7x12 Mini Metal Lathe
• Harbor Freight 93799 Central Machinery 7x12 Mini Lathe
• Homier 03911 Speedway 7x12 Mini Bench Metal Lathe
• Tormach 30689 7x12 Duality Lathe
• Warco 3005 7x12 Mini Lathe (Imperial)
• Warco 3004 7x12 Mini Lathe (Metric)
• Big Dog BD-0618Ax300 7x14 Mini Lathe
• Big Dog BD-0618x300 7x14 Mini Lathe
• LittleMachineShop.com C3 SIEG 7x14 Mini Lathe
• Micro-Mark 82710 MicroLux 7x14 Mini Lathe
• Warco 4800-350 7x14 Mini Lathe (Imperial)
• Warco 4820-350 7x14 Mini Lathe (Metric)
The barrel is an AKM 16". It easily fits through the factory chuck.
It goes in this far from the rear. The rear trunnion will not go through the rear of the spindle.
This is how much of a barrel will fit between the centers. It's a 16" AKM. As you can see pretty much anything you need to do.
This is measured from the face of the chuck. If you use a dead center you can gain real estate.
![[crying]](/xen/styles/default/xenforo/smilies.vb/006.gif "Crying [crying]")



